Для переработки пластмасс, также полимерных отходов, и изготовления из них труб, пленок и пластиковых профилей, а еще другой продукции, применяется экструзионный метод. По экструзионной технологии можно делать приличное количество похожих изделий, продавливая вязкий или расплавленный пластик через особое формовочное отверстие – формующую головку.
Экструзия, также как литье пластмасс под давлением, собой представляет один из очень востребованных методов производства изделий из пластмассы. Экструзия применяется фактически для абсолютно всех главных типов полимеров — термопластов, реактопластов, эластомеров. Если вас интересует литье пластмасс под давлением украина, обращайтесь на сайт poligramm.com.ua.
Для оснащения отличного качества продукции требуется подходящее экструзионное перерабатывающее оборудование пластмасс. Ключевым существующим агрегатом считается экструдер, который в комбинировании с еще несколькими единицами оборудования составляет экструзионную линию.

Очень часто для экструзии пластмасс используются шнековые, или червячные, экструдеры. Вместе с ними есть также дисковые экструдеры и выдувные экструдеры, которые применяются в установках для получения изделий методом экструзионно-выдувного формования.
Экструдер состоит, в основном, из следующих важных элементов: обогреваемого цилиндра, винтового шнека, сеток, размещаемых на решётке, узла загрузки материала, подлежащего переработке, силового привода и прочих устройств с функцией контроля, измерения и регулирования.

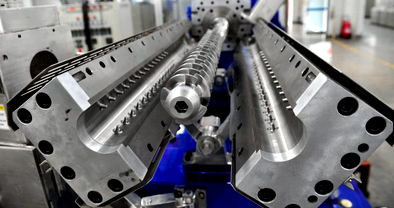
Червячные экструдеры можно подразделить на одношнековые, двухшнековые и многошнековые. Для двушнековых экструдеров обязательно рассчитано оснащение устройством дегазации.
Учтя природу полимерного материала и технологичные режимы переработки, может использоваться шнек для экструдера, имеющий разный профиль с самым разнообразным шагом и глубиной витков.
Самое большое распространение получили двухшнековые экструдеры, у которых шнеки как правило находиться либо не пребывать в зацеплении.